主要机器
Hardinge® T 系列 SP® 车削中心是是业界公认的超精密加工和硬车削应用方面的领军产品。T 系列机床能够生产机床行业中最具挑战性的零件,非常适合高水平精度、精密零件处理,只需单次设置即可完成双轴高精度加工或复杂的多任务操作。
Consider direct-drive, high-accuracy rotary tables when applying fourth-axis machining capability on the shop floor.
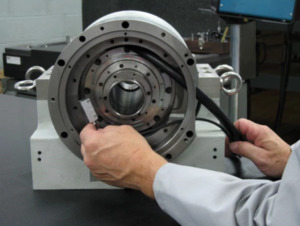
The encoder is mounted inside the housing on direct-drive tables. It is capable of ± 0.077 arcsecond resolution.
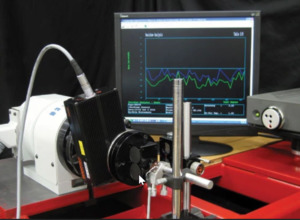
An accuracy specification of ± 3 arcseconds with repeatability of ± 2 arcseconds for this direct-drive rotary indexing table is verified using precision laser measurement.
The advantages of applying fourth-axis machining capability to the shop floor are self evident, especially when high accuracy, ±3 arcsec and ±2 arcsec repeatability class are called for. The question becomes what type of rotary tables should be under consideration? This article makes the case for direct-drive rotary technology as applied to high accuracy rotary tables.
A direct-drive rotary table consists of housing, bearings, an encoder, and a spindle that uses a high-energy, rare-earth permanent magnet DC torque motor rotor wrapped around itself—sometimes referred to as an integral spindle motor. The encoder is mounted directly to the spindle to provide position feedback.
Positioning accuracy is only limited by the resolution of the encoder and the concentricity of the encoder to the spindle and its bearings. An example is a Hardinge system that provides ± 0.077 arcsecond resolution at the encoder for precision positioning and repeatability.
Play or “slop” is virtually eliminated in a direct-drive system because one potential source for such compliance—indirect gear drives—is not used in a direct-drive system. Therefore, no compliant couplings exist between the motor and the load.
Also, since there are no gears between the motor and the load, there is no backlash. Accordingly, the servo gain (stiffness) can be high without any concern regarding servo instability. And since there is no backlash, bidirectional movement can be made without the need to compensate for backlash error.
Positioning speed is limited only by the torque available to accelerate the inertia from the load (work-piece) to be positioned. Very high accelerations and positioning speeds are achievable on models of these rotary table types. These high accelerations/decelerations are the same as seen with DC linear motors that are used as axis drives on some machine tools.
The only losses that will create heat are in motor losses and bearing losses. However, brushless permanent-magnet DC torque motors are typically run 90 percent (or more) efficient. The direct-drive rotary system used on these rotary tables was designed with a predictable continuous duty cycle at a certain torque output.
There are two continuous-duty cycles. One is when the motor is operated in air without any cooling liquid applied. A continuous-duty cycle (24 hours a day, 365 days a year) with a higher torque rating is available when cooling liquid is applied.
For all practical purposes, a table will not be used in this manner, so intermediate-duty cycles that use much more torque than the continuous rating up to the peak torque available can be used without much concern. If cooling liquid is required for loads generated by off-center drilling or other rigorous duty cycles, you simply connect a standard coolant line to the housing, using the existing machine’s coolant supply.
Another advantage of direct-drive rotary tables is that if a position move is made with the intent of cutting while stationary, it may not be necessary to clamp the spindle. If the cutting forces to be applied are within the torque available from the motor, the servo will hold position with plenty of stiffness to permit the cut, since there is negligible compliance in the direct-drive system.
This is a different approach from traditional geared systems that use a servomotor at the end of a power transmission linkage. With the direct-drive system, after the cut, since no clamp was applied, there is no time delay to wait for the clamp to release, so movement to the next programmed position will be faster.
The CNC machining centers available on the market today generally have fast axis travels as machine builders have attempted to reduce the time a machine is not in the cut and to increase the amount of material removed. If the machine axes travels are faster than the positioning speeds available from the rotary unit, the machine will often be waiting for the unit to position.
The faster a rotary unit can move from one position to another, the less time the machine is waiting to cut and the faster the cycle time. Hardinge’s fourth-axis direct-drive rotary system is capable of indexing speeds as high as 4,200 degrees per second. Faster direct-drive rotary technology provides speeds that will take advantage of the faster axis travels, but it also offers the ability to do complex bidirectional machining at rates faster than can typically be done on geared systems.
These rotary systems are available for use not only on Bridgeport, but also for most other brands of machining centers. It is designed to take advantage of “look-ahead” programming when integrated on machines with that capability.
irect-drive rotary technology may not be the answer for all applications, of course, but when it fits the application, it will produce outstanding results and will enable the user to stay on the cutting edge of productivity. Its high-precision positioning and repeatability has opened the door to jobs that were previously out of reach, or jobs that were lost to competitors who could simply get the job done faster.
Source: Production Machining